When developing the Handy One product,
it became clear to Lucas Milhaupt's engineers that one of the
critical factors to the product's success was the extent to which
the brazing alloy overlapped the flux core.
There needed to be sufficient overlap
to contain the flux, but too much overlap inhibited the flow of
the flux as it melted. Handy One has been engineered to allow
the flux to escape through the overlap along its entire length,
not just from the ends.
It is this feature which sets Handy
One apart from the competition. It allows a more consistent flux
application around the joint and produces better quality parts
with fewer rejects.
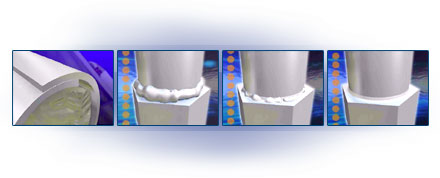
Initial testing suggests that flux-cored
materials produce higher strength joints due to a dramatic reduction
in flux inclusions. Flux inclusions are voids in the joint left
by entrapped flux between the parts. Handy One cored materials
reduce these voids because of the viscosity of the flux at brazing
temperatures and because less flux is used.
Test Result: Void area is the best measure of joint
integrity. Voids can cause low joint strength by reducing the
load carrying area and they frequently provide a path for leakage.
Our tests illustrate a dramatic reduction of voids compared
to traditional methods. A reduction in voids will produce stronger
and higher quality braze joints.